1���、 設(shè)備環(huán)境要求
A 確認設(shè)備到位指定地點�����,一般建議混凝土地面;
B 確認車間電源、氣源����、插座等準備情況
C 存放溫度一般建議 0-45℃��,相對濕度 40%-80%
D 無危險品����,例如���,易燃����、易爆���,強腐蝕性氣體等
2�����、 對受訓人員要求操作員:對電腦簡單操作要熟悉,勤奮好學,建議能 2 人以上同時學習
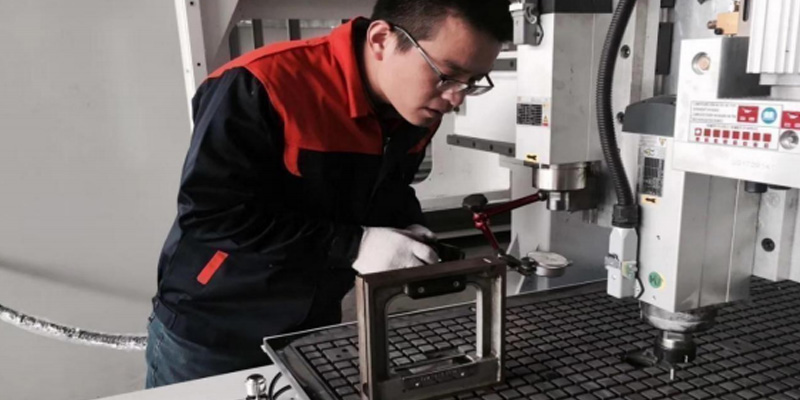
3���、 設(shè)備安裝培訓
A 設(shè)備到達指定地點后���,用戶檢查設(shè)備外觀是否有破損��,磕碰。如發(fā)現(xiàn)在運輸過程中出現(xiàn)異常����,第一時間聯(lián)系我們��,待確定后方可接貨��,如擅自簽字收貨責任自負���。
B 工程師抵達培訓地點后,用戶進行基本驗收開始培訓��,工程師將在 3-5 天內(nèi)把機器安裝調(diào)試完畢供客戶使用�����,保證安裝整齊有序。
C 培訓內(nèi)容包括:設(shè)備操作�����,軟件操作�,日常維護保養(yǎng)��,簡單故障排除等�����。
D 培訓完畢后�����,客戶驗收,根據(jù)實際情況填寫培訓人員的培訓單
并對技術(shù)工程師做出評價�,以便我們做的更好